acannell
Junior Member level 2

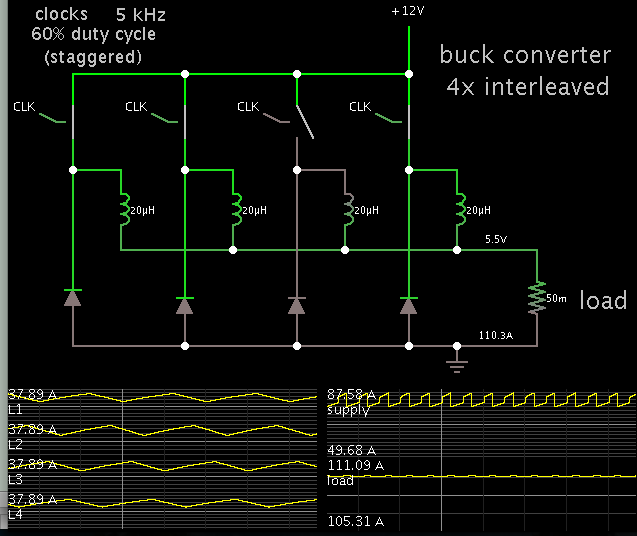
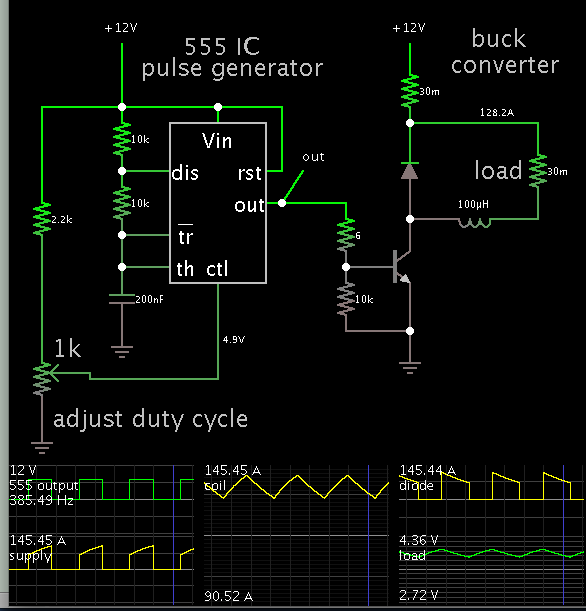
I'd like to make a 100A buck converter that operates in constant current mode, and takes a nominal 12V +/- 2V as input.
This is for a welder, powered by lead acid batteries. So heavy input ripple and big EMI are okay. Even extreme heat dissipation is okay because this device overall only needs a duty cycle of about 20%, say 30s on, and 120s off. Its an emergency-use tool and doesn't need to be friendly, but it does need to be reliable.
I am looking for some help to ballpark what this sort of device would realistically look like, if its realistic at all.
Voltage does not need to be regulated. This device is really there only to keep the current at safe levels, otherwise 500+amps would probably be drawn during a true short like electrode stuck to metal with no arc. There may be times when even directly connecting the batteries to the electrode would not exceed 100A, and in that case, I will try and make it so there is a bypass around this SMPS to increase efficiency and overall duty cycle.
Does this sound realistic for a single SMPS, or would multiple ones be required? What do you think is the sticking point in designing this?
Thanks for any help!!
- - - Updated - - -
At first glance the LT1339 might fit the bill..at least up to a few dozen amps, but that might be close enough to get an idea what 100A would take.
http://cds.linear.com/docs/en/datasheet/1339fas.pdf
And maybe its in LT power designer too..
This is for a welder, powered by lead acid batteries. So heavy input ripple and big EMI are okay. Even extreme heat dissipation is okay because this device overall only needs a duty cycle of about 20%, say 30s on, and 120s off. Its an emergency-use tool and doesn't need to be friendly, but it does need to be reliable.
I am looking for some help to ballpark what this sort of device would realistically look like, if its realistic at all.
Voltage does not need to be regulated. This device is really there only to keep the current at safe levels, otherwise 500+amps would probably be drawn during a true short like electrode stuck to metal with no arc. There may be times when even directly connecting the batteries to the electrode would not exceed 100A, and in that case, I will try and make it so there is a bypass around this SMPS to increase efficiency and overall duty cycle.
Does this sound realistic for a single SMPS, or would multiple ones be required? What do you think is the sticking point in designing this?
Thanks for any help!!
- - - Updated - - -
At first glance the LT1339 might fit the bill..at least up to a few dozen amps, but that might be close enough to get an idea what 100A would take.
http://cds.linear.com/docs/en/datasheet/1339fas.pdf
And maybe its in LT power designer too..